



")
")
")



")
")












Руководство по разработке 3D-моделей для FDM-принтеров
3D-печать набирает популярность семимильными шагами, а 3D-принтеры становятся всё более и более доступными. Это означает, что люди всё больше и больше перестают пользоваться сторонними услугами 3D-печати, а сами присоединяются к 3D-моделированию и пользуются собственными FDM-принтерами.
А это в свою очередь означает, что людям требуется всё больше и больше высококачественных моделей, которые можно распечатать в домашних условиях, и это с учетом того, что не каждая модель может быть создана по технологии FDM. Поэтому возникает вопрос: как сделать так, чтобы разрабатываемая модель была реализуемой по FDM-технологии 3D-печати?
Что такое FDM-принтер?
Перед тем как вы приступите к созданию моделей для FDM-принтеров, вы должны понять, как они работают. 3D-принтеры реализуют так называемую аддитивную технологию, то есть материал при создании объекта добавляется в соответствии с 3D-моделью. Такая технология отличается от традиционной субтрактивной, когда материал удаляется, а то, что остается, — и есть конечный продукт.
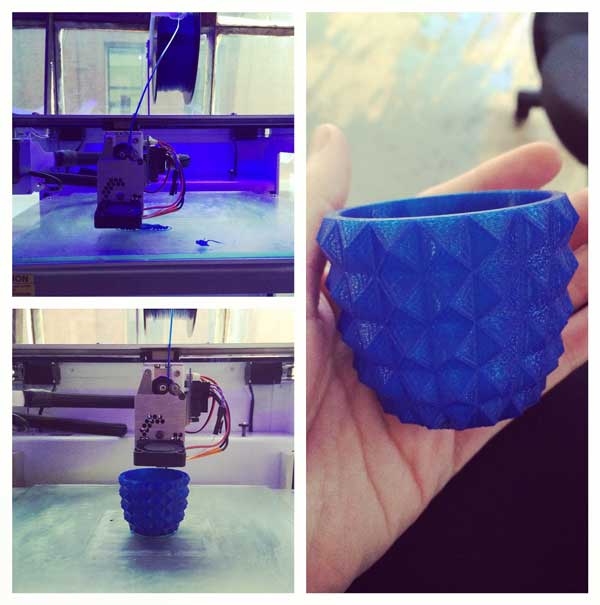
Моделирование методом наплавления (Fused Deposition Modeling — FDM) — технология, наиболее часто используемая в домашних 3D-принтерах. В таких принтерах применяется специальная нить, которая подается через сопло, где расплавляется до жидкого состояния и затем слой за слоем выкладывается на платформу печати, на которой моментально охлаждается и застывает. Процесс расплавления и выкладывания нити исходного материала продолжается до тех пор, пока не образуется требуемый объект.

Почему при моделировании следует учитывать условия FDM-процесса?
Самый простой и прямой ответ на этот — затраты и удобство. Коммерческие 3D-модели получаются при реализации значительно дороже, чем те, которые созданы специально под FDM-принтеры. Во-вторых, — и это не менее важно, — высокий спрос именно на такие модели, которые можно распечатать по FDM-технологии. 3D-печать находится на начальной стадии развития, и интерес к ней в значительной степени подогревается теми, кто используют собственные принтеры и нуждаются в моделях высокого качества.
Что делает модель распечатываемой по FDM-технологии?
Чтобы модель можно было реализовать по FDM-технологии, следует иметь в виду несколько общих принципов.
- Дизайн под правильные материалы. В домашних принтерах наиболее часто используются филаменты из акрилонитрилбутадиенстирола (ABS) и полилактида (PLA). При создании любых моделей важно помнить о свойствах этих материалов, потому что с учетом этих свойств может потребоваться та или иная подгонка элементов. Например, изготовленный из PLA простой крючок на стену, чтобы вешать на него одежду, в определенных местах должен быть толще того крючка, который изготовлен промышленным способом из керамики, – только тогда можно рассчитывать, что он окажется достаточно прочным, чтобы выдержать нагрузки. Кроме того, важно учитывать температуру плавления используемого филамента. Нет никаких проблем, чтобы распечатать на FDM-принтере форму для выпечки, но только вот температура плавления у ABS составляет 150 °C, а у PLA – 105 °C, так что испечется совсем не то, что нужно.
- Формат файлов. FDM-принтеры могут распечатывать файлы .STL и .OBJ (которые с помощью программ «нарезки» перед печатью преобразуются в специальный G-код).
В файлах .STL содержится информация о геометрии поверхности без учета окраски и текстуры 3D-объекта.
В файлах .OBJ содержится информация о поверхности, специальный MAT-индекс и данные по текстуре. - Правило 45. Поскольку каждый очередной слой является основой для последующего, для корректной печати вертикальных углов более 45°, как правило, требуются дополнительные подпорки. Хотя добавить к модели перед ее печатью пару подпорок совсем не трудно, важно, чтобы таких подпорок было как можно меньше, чтобы упростить процесс печати и не делать его чрезмерно дорогостоящим. Получится не совсем хорошо, если пользователю придется потратить лишние $5 на материал для подпорок, помимо расходов на собственно материал печати.
Еще одна вещь, которую можно учесть, — это то, что вы можете предложить два варианта одного и того же файла – с поддержками и без. Тогда у одних пользователей появится возможность разработать поддержки самостоятельно, а другие смогут ограничиться нажатием кнопки запуска печати. - Дизайн под размеры принтера. Габариты FDM-принтеров варьируются от 120 × 120 × 120 мм (как UP Mini) до 305 × 305 × 305 мм (как Series 1 фирмы Type A Machines). Пользователь может преобразовать размеры модели скачанного файла, чтобы она помещалась в принтер, но если печать ведется в потоковом режиме, это невозможно. Поэтому всегда при разработке моделей для печати в потоковом режиме следует иметь в виду максимальные размеры принтера.

- Обратите внимание на детализацию. Существуют определенные ограничения на размеры мелких деталей, которые могут быть выпечатаны на FDM-принтере. Детализация не должна быть настолько крошечной, чтобы появился риск того, что что-то не пропечатается.
Вот несколько советов по этому поводу:
Для большинства FDM-принтеров рекомендуемый размер шрифта на верхней или нижней поверхности модели не должен быть меньше 16 пунктов полужирным и 10 пунктов полужирным на вертикалях.
Рекомендуемая минимальная толщина стенок модели зависит от толщины конкретного слоя при печати, а также от особенностей дизайна (размеров, массы, которую модель должна держать, и т.п.), но 1 мм и толще, как правило, подходит для большинства случаев FDM-печати.
Минимальное расстояние между прилегающими деталями для большинства FDM-принтеров должно составлять 0,4 мм, но чем больше, тем лучше. - Обращайте внимание на количество полигонов. Модели с большим количеством полигонов могут быть очень детализированными, но с такими файлами трудно работать из-за их размеров. Во избежание этой проблемы старайтесь, чтобы количество полигонов было как можно меньшим, но без потери детализации.
Уменьшить количество полигонов и размер файла можно с помощью таких программ, как Blender или Meshmixer - Следите за макетной сеткой. Убедитесь, что ваша макетная сетка связная (герметичная). Это не значит, что не должно быть пространства там, где ему быть положено, но следует убедиться, что в модели нет дыр там, где поверхность подразумевалась сплошной. Дыры в макетной сетке могут привести к тому, что модель окажется невозможно напечатать.
Проверить модель на наличие нежелательных дыр можно с помощью таких программ, как Solid Inspector (бесплатный плагин для Sketchup), которые укажут на все сомнительные в этом смысле места. Есть еще программа Netfabb, которая сама закроет в модели все имеющиеся огрехи в макетной сетке. - Рендеринг должен быть реалистичным. Следует стремиться к тому, чтобы рендеринг показывал, в каком виде модель будет напечатана на самом деле. Все FDM-принтеры используют одноцветную печать, никакой мультицветности. Разноцветные рендеринги могут создать иллюзию текстуры, но на деле получаться будет просто гладкая поверхность. Это может разочаровать и разозлить пользователей, которые окажутся недовольны приобретением вашей модели.
- Для профессионалов. Попробуйте пропустить свою модель через программы Magics, Netfabb или Meshmixer. Так можно отловить коварные ошибки (те же несвязные сетки).
Помните: материал имеет значение!
Поскольку клиент заказывает разработку дизайна, расширьте дизайнерское решение с учетом используемого материала, минимальных затрат и времени печати.
Следуйте Правилу 45, сокращая потребность в материале для подпорок.
Уменьшайте модель, чтобы она помещалось в пространство печати. Это, к тому же, окажется для клиента дешевле и быстрее. Имейте в виду, что, если вы разрешаете загружать свои модели, пользователи смогут уменьшать их по своему усмотрению, но потоковый файл уже нарезан, и у пользователя нет удобных возможностей его модифицировать.
Комбинируйте несколько файлов в один, в котором объекты находятся друг от друга на расстоянии 2 мм. Пользователь в таком случае сможет распечатать все за один заход. Помните, что в FDM-принтерах все объекты должны опираться на платформу, поэтому убедитесь, что начальная вертикальная координата у всех одинакова.
Следуйте этим указаниям, и они помогут вам уверенно идти к успеху в деле FDM-печати!
