



")
")
")



")
")












3D-печать DLP LCD SLA фотополимерная — руководство по стереолитографии
Стереолитография (SLA) — это аддитивная технология, имеющая, как правило, отношение к 3D-печати, позволяющая с помощью источника света слой за слоем, посредством избирательного воздействия в результате фотополимеризации преобразовывать жидкие материалы в твердые объекты. SLA широко применяется для создания моделей, прототипов, шаблонов и готовых деталей в целом ряде отраслей — в промышленном производстве, в стоматологии, в ювелирном деле, в моделировании, в образовании.
В данном обширном материале вы узнаете о разных системах SLA, о разных материалах и их характеристиках, а также о сравнении SLA с другими имеющимися на рынке технологиями. Перевод с сайта formlabs.com
Краткая история
Впервые процесс SLA был продемонстрирован в начале 1970-х, когда японский исследователь д-р Хидео Кодама изобрел современный послойный подход к стереолитографии, применив ультрафиолетовое излучение для отверждения светочувствительных полимеров. Сам термин «стереолитография» был введен в обращение Чарльзом (Чаком) У. Халлом, который запатентовал технологию в 1986 году и для ее коммерческого продвижения основал компанию 3D Systems. Халл описывал данный метод как создание трехмерных объектов путем последовательной, снизу вверх, печати тонких слоев материалом, который отверждается ультрафиолетом. Позднее определение было расширено на любые материалы, способные к отверждению и изменению своих физических свойств.
Сегодня под 3D-печатью и аддитивной технологией понимается множество различных процессов, которые различаются методами создания слоя, материалами и аппаратным обеспечением.
Срок действия патента начал истекать к концу 2000-х, и в это время на сцене появились настольные 3D-принтеры, которые расширили доступ к технологии, предложив для начала внедрение послойного наплавления (FDM) на настольные платформы. Несмотря на то, что эта недорогая, основанная на экструдировании технология способствовала широкому распространению 3D-печати, качество получаемых деталей ограничивало ее использование, поскольку повторяемые и высокоточные результаты оказались в данном случае критическими в профессиональных приложениях.
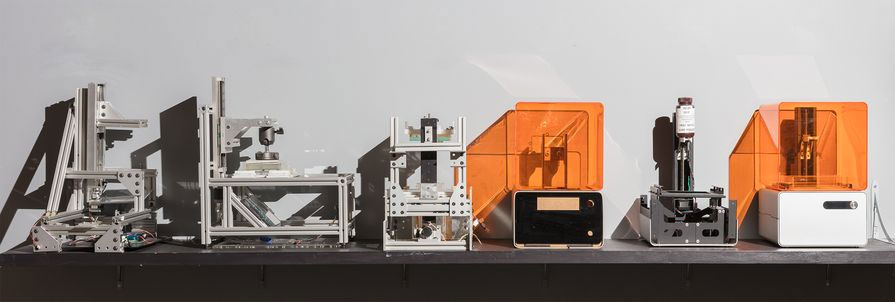 Прототипы Form 1, первого настольного SLA 3D-принтера
Прототипы Form 1, первого настольного SLA 3D-принтера
SLA вскоре тоже последовала путем FDM и пришла на настольные системы: в 2011 году технология была надлежащим образом модифицирована компанией Formlabs. Появилась надежда на то, что печать с высоким разрешением, которая прежде была возможна только на промышленных системах, появится в гораздо меньшем формфакторе и по более доступной цене, допуская применение широкого спектра материалов. Такие возможности сделали 3D-печать доступной для целого ряда решений, включая инженерию, дизайн и производство товаров широкого потребления, стоматологию и ювелирное дело.
Системы SLA
Технология SLA принадлежит к семейству аддитивных технологий фотополимеризации в ванне. Соответственно, и SLA-принтеры построены примерно на этом принципе: используется источник света (ультрафиолетовый лазер или проектор) для превращения жидкого полимера в затвердевший пластик. Основное физическое различие аппаратов состоит в конфигурации основных компонентов, таких как источник света, рабочая платформа, емкость с полимером.
Так работает стереолитография
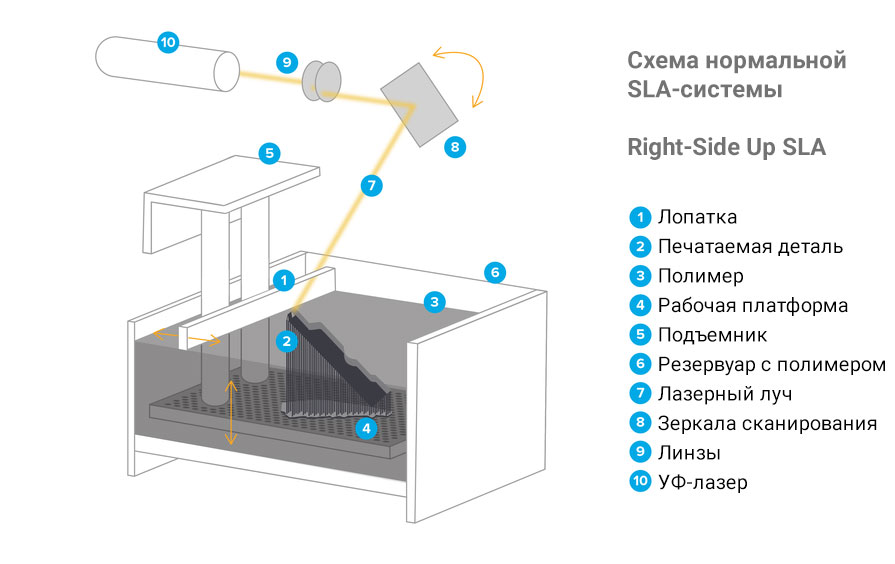
Нормальный (Right-Side Up) процесс SLA
Аппараты с нормальным (Right-Side Up) процессом SLA построены вокруг большого резервуара с жидким фотополимером и рабочей платформой. Ультрафиолетовый лазер фокусируется на поверхности полимера, проходя по профилю 3D-модели. Затем платформа опускается на расстояние, равное толщине одного слоя, а лопатка с фотополимером проходит по ванне, чтобы пополнить ее материалом. Слои создаются один поверх другого до тех пор, пока деталь не будет готова.
Такой подход используется в основном в крупногабаритных промышленных системах и до появления настольных решений он был стандартом для стереолитографии. Его преимущества заключаются в возможностях создания очень крупных 3D-объектов, малой нагрузке на деталь в процессе печати, высокой детализации и четкости.
В силу больших размеров установки, требований к обслуживанию и объема материала нормальные SLA-системы требуют больших первоначальных инвестиций и дороги в работе. Полимером должна быть заполнена вся область печати, а это зачастую 10–100 и более литров, в результате чего на обслуживание, фильтрование и замену материала уходит много времени. Такие машины очень чувствительны в отношении своего положения в пространстве, любой перекос может привести к тому, что лопатка с полимером опрокинет деталь, т.е. к фатальному сбою печати.
Инвертированный (Upside-Down) процесс SLA
Как ясно из названия, инвертированный, перевернутый процесс стереолитографии – это процесс наоборот. При таком методе используется резервуар с прозрачным дном и неадгезионной (к которой не прилипает) поверхностью, выступающей в качестве субстрата для отверждающегося жидкого полимера, допуская свободное отделение от только что созданного слоя. Платформа погружается в резервуар с полимером так, чтобы до дна оставалось пространство, равное толщине слоя или последнего завершенного слоя.

Через систему зеркал луч ультрафиолетового лазера двумя зеркальными гальванометрами направляется в точку с нужными координатами, фокусируясь снизу, через дно ванны, на отверждаемый слой фотополимера. В результате вертикального движения платформы и горизонтального движения резервуара отвержденный слой отделяется от дна резервуара, и платформа поднимается, оставляя под собой новый слой полимера. Процесс повторяется до завершения печати. В более продвинутых системах резервуар подогревается, чтобы обеспечить контроль температуры, а вдоль резервуара под новым слоем проходит лопатка, чтобы обеспечить циркуляцию полимера и удаление его полузастывших остатков.
Преимущество такого инвертированного подхода состоит в том, что размер создаваемого объекта может превышать объем резервуара, поскольку аппарату нужно иметь лишь достаточно материала для постоянного покрытия дна ванны. Это обычно облегчает обслуживание, очистку, замену материала, а также значительно снижает размеры аппарата и его стоимость и позволяет перенести технологию SLA в настольные системы.
Инвертированные SLA-системы имеют свой ряд ограничений. Из-за сил сцепления, действующих на объект при его отделении от поверхности резервуара, рабочий объем ограничен, и требуется все больше опорных структур, чтобы удержать деталь над рабочей платформой. Силы сцепления ограничивают также использование более пластичных материалов, с твердостью по Шору менее 70А, поскольку пластичными становятся и опорные структуры.
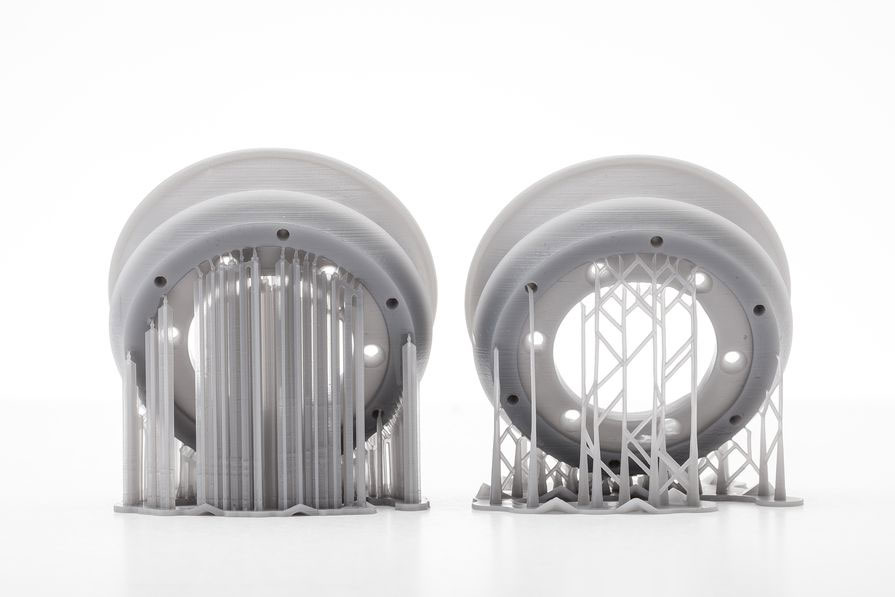
Об опорных структурах
Как нормальные, так и инвертированные системы SLA в большинстве случаев, в зависимости от дизайна, требуют использования опорных структур.
В нормальных системах эти структуры удерживают детали в заданном положении, обеспечивая правильное попадание на них материала, а также сопротивление боковому давлению при движении лопатки с полимером. В инвертированных SLA опоры служат для крепления к платформе нависающих элементов, предотвращают отделение слоев под воздействием сил тяжести и сцепления.
В обеих системах SLA опорные структуры используются для крепления деталей к рабочей платформе.
Большинство программ сами создают опорные структуры в ходе подготовки 3D-моделей, но может потребоваться и ручная подгонка. После завершения процесса печати эти опоры должны быть удалены, а объект подвергнут доводке.
Сравнение SLA-систем
|
Настольные SLA Инвертированные |
Промышленные SLA Нормальные |
|
|
Цена |
От $3500 |
$60 000 – $1 000 000+ |
|
Рабочий объем |
До 145 × 145 × 175 мм |
До 1500 × 750 × 550 мм |
|
Плюсы |
Доступны по цене |
Большой рабочий объем |
|
Минусы |
Средний рабочий объем |
Дорого по материалам Дорогое оборудование |
Сравнение настольных SLA-принтеров на базе Formlabs и промышленных SLA-систем от 3D Systems.
Материалы
SLA 3D-принтеры – это инструмент, но именно материалы позволяют посредством стереолитографии создавать широкий спектр функциональных деталей для различных отраслей производства. В этом разделе мы рассмотрим процесс фотополимеризации и его исходные материалы, полимеры, как с точки зрения их уникальных свойств, так и в плане различных сочетаний для конкретных областей применения.
Процесс полимеризации
Пластики состоят из длинных углеродных цепочек. Чем короче цепочка, тем пластик менее прочен и более текуч. Полимер – это в рассматриваемом случае смола, состоящая из одной или более (до нескольких тысяч) коротких углеродных цепочек. Она имеет все компоненты финального пластика, но еще не полностью полимеризована. Когда такая смола подвергается воздействию ультрафиолета, ее углеродные цепочки сцепляются, образуя более длинную и, соответственно, более прочную структуру. После того как прореагировало достаточное количество цепочек, получается твердая деталь.
 Этапы процесса полимеризации
Этапы процесса полимеризации
Давайте рассмотрим процесс еще подробнее. Цепочки мономеров и олигомеров в полимере имеют на концах активные молекулярные группы. Когда на полимер падает УФ-излучение, молекула фотоинициатора распадается на две части, а соединявшая их связь образует два очень реактивных радикала. Эти молекулы передают реактивные радикалы активным группам цепочек мономеров и олигомеров, которые в свою очередь реагируют с другими активными группами, образуя более длинные цепочки. По мере удлинения цепочек и возникновения перекрестных связей пластик начинает затвердевать. Весь процесс перехода от жидкого до высокополимеризованного твердого состояния протекает за миллисекунды.
Характеристики полимеров и пластиков
Различные полимеры состоят из различных основных и боковых групп – различных комбинаций длинных и коротких мономеров, олигомеров, фотоинициаторов и добавок. Это обеспечивает уникальные возможности по созданию различных формул с большим количеством оптических, механических и термических свойств – от чистых прозрачных до окрашенных пластиков, от гибких до жестких, от вязких до термостойких.
Состав фотополимерной смолы
|
Компонент |
Роль |
|
Мономеры и олигомеры |
Основа полимера, углеродные цепочки, которые в дальнейшем образуют твердое вещество. |
|
Фотоинициатор |
Молекулы, которые реагируют под воздействием ультрафиолета, инициируя реакцию. |
|
Добавки |
Визуальные и функциональные дополнения, такие как пигменты и чернила. |
Изотропия и анизотропия
В силу послойной природы технологий 3D-печати, в ряде случаев свойства созданного таким образом объекта в определенной мере различаются в зависимости от направления – это называется анизотропия. Например, напечатанный 3D-объект может иметь разное сопротивление на разрыв или жесткость по осям X, Y и Z.
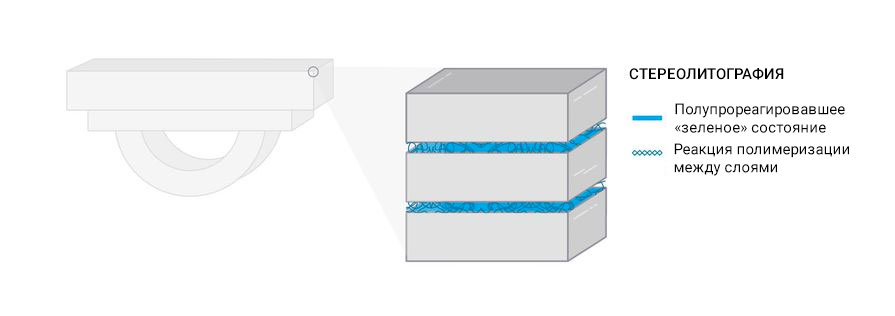
В процессе SLA 3D-печати компоненты полимера образуют ковалентные связи. Это обеспечивает высокую боковую прочность, но реакция полимеризации не доводится до завершения. Процесс печати модулируется таким образом, что слой поддерживается в полупрореагировавшем состоянии, которое называет «зеленым». Зеленое состояние отличается от полностью застывшего в одном важном моменте: на поверхности всё еще остаются полимеризируемые группы, которые образуют ковалентные связи с последующим слоем.
Когда этот последующий слой отвердевает, в реакцию полимеризации вовлекаются группы предыдущего слоя, образуя не только боковые ковалентные связи, но и связи с предыдущим слоем. Это означает, что на молекулярном уровне в плане химических связей разницы по пространственным осям нет или почти нет. Любой непрерывный объект, напечатанный по технологии SLA, изотропен.
При SLA-печати разницы по пространственным осям в плане химических связей нет. Любой непрерывный объект, напечатанный по технологии SLA, является непрерывной полимерной сетью.
Изотропность имеет как механические, так и оптические преимущества. Изотропные детали идеальны для прототипирования, поскольку отражают ряд свойств традиционных литых термопластиков, не страдают от расслоения и пористости. Образование химических связей и отсутствие видимых слоев внутри объекта позволяют печатать оптически чистые детали.
Доотверждение
Когда процесс стереолитографии завершен, напечатанная деталь остается на рабочей платформе в вышеупомянутом «зеленом» состоянии. Хотя она уже имеет конечную форму и вид, реакция полимеризации не доведена до конца, так что механические и термические свойства сформированы еще не вполне.

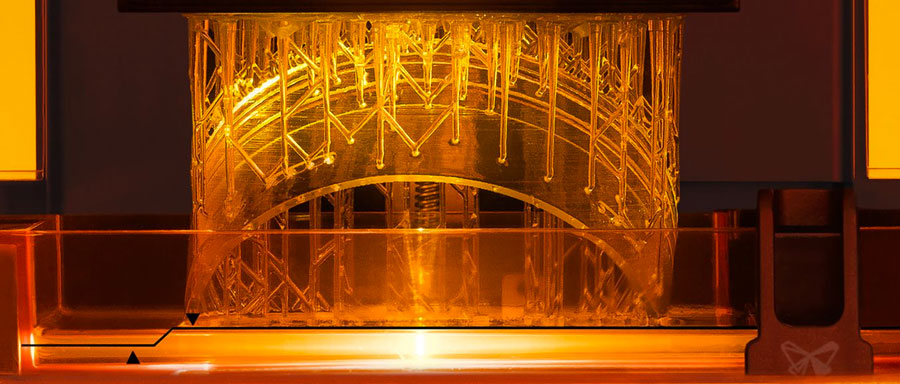
SLA-распечатки под ультрафиолетом. Ультрафиолетовое доотверждение завершает полимеризацию и стабилизирует механические свойства. Фото: formlabs.com
Дополнительное ультрафиолетовое отверждение завершает полимеризацию и стабилизирует механические свойства. Это позволяет детали достичь максимально возможной прочности и стать более стабильной, что особенно важно в случае функциональных пластиков для инженерии, стоматологии и ювелирного дела. Например, успешное пережигание в напечатанной форме под литье требует доотверждения, гибкие детали после доотверждения также становятся более прочными.
Термоотверждаемые пластики и термопластики
Фотополимерные смолы являются термоотверждаемыми пластиками – в противоположность термопластикам. Звучит похоже, но свойства и приложения могут значительно разниться. Главное физическое различие состоит в том, что термопластики могут быть неоднократно расплавлены до жидкого состояния и охлаждены обратно до твердого в разные геометрические формы, тогда как термоотверждаемые пластики после доотверждения навсегда остаются в твердом состоянии.
Полимеры в термоотверждаемых пластиках в процессе доотверждения перекрестно сцепляются друг с другом, образуя практически необратимые химические связи. В случае наиболее распространенных термоотверждаемых пластиков доотверждение осуществляется за счет соответствующего облучения, нередко под высоким давлением, в стереолитографии этот процесс возбуждается светом при участии фотоинициатора. Гранулы же термопластика под воздействием температуры размягчаются и разжижаются, причем процесс полностью обратим, поскольку химических связей не образуется.
Материалы SLA по сферам применения
Материалы для стереолитографии обычно создаются под определенные приложения или отрасли производства. В силу параметров используемой техники и процессов проприетарные материалы обычно имеют ограниченное применение в конкретных SLA-системах. Ниже мы познакомим с выбором материалов для настольных SLA-принтеров, предлагаемым компанией Formlabs.
Standard

Сменная фотокамера, полностью изготовленная из полимеров Standard, включая оптически прозрачные линзы. Фото: formlabs.com
Полимеры Standard обеспечивают высокое разрешение, мелкие детали и гладкую поверхность – сразу на выходе из принтера. Хотя доотверждение рекомендуется, оно требуется не всегда, что делает эти полимеры идеальными для быстрого прототипирования, разработки изделий и общего моделирования.
Engineering

Объекты, напечатанные полимерами Engineering, включая формы для термоформовки и литья, стельку для обуви и товары широкого потребления. Фото: formlabs.com
Полимеры Engineering симулируют множество литых пластиков, помогая проектировщикам и дизайнерам в создании концепций, прототипов, тестовых изделий, а также в выпуске готовой продукции. Обладая такими характеристиками, как прочность, износостойкость, гибкость или термостойкость, эти пластики используются для создания сборных и цельных функциональных объектов, сенсорных поверхностей, товаров народного потребления.
Dental

Модель, выполненная полимером Dental, биосовместимый зубной имплант, напечатанный на Form 2. Фото: formlabs.com
Материалы Dental позволяют стоматологическим лабораториям и клиникам создавать на месте различные персонализированные стоматологические изделия. Такие изделия моделируются по результатам компьютерного томографического сканирования полости рта пациента. Специфические применения включают ортодонтию, диагностику, обучающие модели, а также биосовместимые элементы, такие как хирургические инструменты и сверловоды.
Jewelry

Украшения, выполненные из полимера Castable для дальнейшего литья, и готовое кольцо. Фото: formlabs.com
SLA – идеальный вариант для прототипирования и отливки украшений с мельчайшими деталями. Обычные модельные полимеры рекомендуются для прототипирования при создании недорогих подгоночных и тестовых элементов, чтобы согласовать их с требованиями заказчика еще до отлива детали. Полимеры Castable предназначены непосредственно для создания форм для литья, позволяя ювелирным и литейным мастерским сразу переходить от цифрового дизайна к 3D-печати.
Experimental
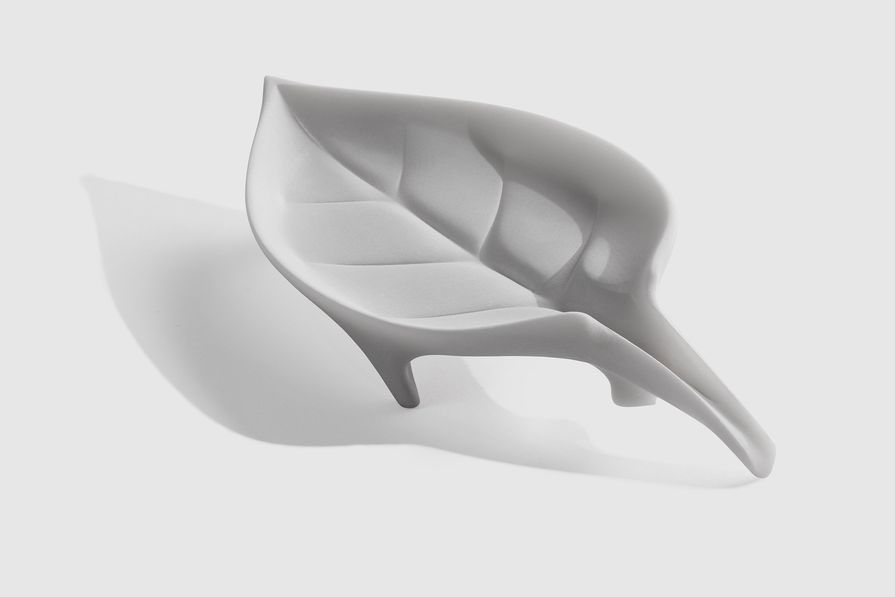
Мыльница, напечатанная полимером Ceramic и подвергнутая дообработке с целью придания особо эстетичного вида. Фото: formlabs.com
Различные формулы полимеров с добавками и композитами открывают новые возможности для создания экспериментальных материалов. Полимер Ceramic позволяет после дообработки получать эстетично выглядящие объекты, неотличимые от традиционных керамических. После обжига распечатки превращаются в чистую керамику, готовую к лессировке.
Чем хорош настольный SLA-принтер
Чтобы помочь вам решить, подходит ли вам процесс SLA, мы сравним стереолитографию с традиционными методами производства и другими аддитивными технологиями.
Высокое разрешение и гладкая поверхность
Технология SLA сразу же выдает детали с готовой гладкой поверхностью. Это идеальный вариант для приложений, требующих безупречной доводки, и сокращает время изготовления, поскольку при желании детали легко дополнительно зачистить, отполировать и покрыть краской.
Обычно для определения разрешения 3D-принтера смотрят на высоту слоя (толщину по вертикали). На принтере Form 2 ее с учетом скорости и качества можно устанавливать в пределах от 25 до 100 микрон. Для сравнения: у принтеров FDM и SLS характерная толщина слоя составляет от 100 до 300 микрон. Но детали на 100 мк, напечатанные на FDM- или SLS-принтере, внешне отличаются от напечатанных с таким же разрешением деталей SLA. Распечатки SLA имеют более гладкую поверхность сразу на выходе из принтера по причине того, что стенки внешнего периметра получаются более плавными из-за взаимодействия каждого печатаемого слоя с предыдущими, которое сглаживает эффект лесенки. На распечатках FDM часто можно рассмотреть слои, а SLS имеют зернистую структуру от спекаемого порошка.

Ладьи, напечатанные при толщине слоя в 100 мк на настольном и промышленном FDM, на настольном SLA (Form 2), промышленном SLA и промышленном SLS. Фото: formlabs.com
Минимально возможная детализация также меньше в случае SLA: 140 мк от лазерного пятна у Form 2, 350 мк у промышленных SLS-принтеров, 250–800 мк от сопла аппаратов FDM.
Подробнее о разрешении при 3D-печати
Точность и повторяемость
На принтерах SLA можно создавать точные детали с повторяемыми размерами. Это особенно важно для функциональных приложений, таких как конструкторские сборки, формы для отливки украшений или стоматологические изделия по результатам сканирования.
Сочетание резервуара с нагретым пластиком и замкнутого пространства, в котором ведется печать, обеспечивает практически идентичные условия в каждой точке. Большая точность обуславливается также более низкой температурой печати по сравнению с технологиями, использующими термопластик, при которых происходит расплавление исходного материала. Поскольку при SLA применяется свет, а не тепло, процесс печати происходит практически при комнатной температуре, и печатаемые объекты не имеют артефактов от температурного расширения и сжатия.
В целом точность SLA-печати составляет от 50 до 200 мк, в зависимости от размера, полимера, геометрии модели и сгенерированных опор. В ходе недавних испытаний на Form 2 95% распечаток имели отклонения по размерам в 240 мк и менее.
Свобода дизайна
SLA предлагает наибольшую свободу дизайна среди всех технологий 3D-печати. В зависимости от геометрии детали, вогнутые и выпуклые элементы могут быть выполнены с точностью в 300 мк и лучше. Это особенно важно для сложных приложений, таких как скульптуры с мелкими элементами и ювелирные украшения тонкой работы.
В случае стереолитографии нет необходимости адаптировать модель для 3D-печати. Прототипы могут проектироваться с прицелом на производство. Это обеспечивает незаметный переход от прототипа к традиционным технологиям – машинной обработке или литью.
Выполненные по технологии SLA распечатки легко чистятся и доводятся. В пластике легко промываются внутренние протоки, что позволяет создавать микроканалы или полости, невозможные ни при каком другом процессе 3D-печати.

Микроканалы для тока и смешивания жидкостей, напечатанные пластиком Standard Clear. Фото: formlabs.com
Быстрое прототипирование с быстрыми итерациями
Стереолитография помогает инженерам и дизайнерам быстро улучшать внешний вид и функционал проекта. Механизмы и конструкции можно проверять и без проблем модифицировать в течение нескольких дней, что значительно помогает ускорить разработку и избежать дорогих инструментальных работ.

Последовательные итерации Sutrue, автоматизированного хирургического инструмента, прототипированного на SLA-принтерах Formlabs. Фото: formlabs.com
Настольные SLA-системы легко масштабируемы, что существенно увеличивает производительность и сокращает время ожидания пользователя. Команды, работающие в разных локациях, могут независимо работать над одним и тем же проектом, разделяя физические объекты через цифровые каналы и распечатывая их на одних и тех же принтерах.
Функциональные детали для широкого круга приложений
Пластики SLA обладают широким спектром характеристик, которые подходят для решений от проектирования до стоматологии и ювелирного дела. Материалы могут быть термостойкими, биосовместимыми, оптически чистыми, соответствовать параметрам инженерных пластиков.
Образующиеся между слоями SLA-объекта химические связи позволяют создавать полностью плотные, водо- и воздухонепроницаемые детали, которые изотропны, то есть имеют равную прочность по всем направлениям.
Цены и преимущества
Точные прототипы, быстрые итерации и раннее выявление ошибок – все это приводит к лучшему конечному результату и снижает риски при переходе от прототипирования к производству. В промышленности технология SLA уменьшает потребность в дорогой механической обработке, делая доступными мелкие партии и кастомизированную продукцию. Это касается и строительства мостов, и изготовления ювелирных или стоматологических изделий.
Промышленные SLA-принтеры стоят от $80 000 и требуют наличия обученного персонала и обязательного договора на обслуживание. Настольные SLA-принтеры, будучи просты в работе, предлагают качество и функциональность промышленных систем, занимая совсем немного места. Они стоят от $3500.
По сравнению с возможностями заказа на стороне или традиционной механической обработкой домашняя 3D-печать с учетом материалов, резервуаров, аксессуаров, обслуживания, труда и износа снижает расходы на 50–90%. В случае настольных SLA характерным временем получения результата являются часы, а не дни или недели, как при заказе того же проекта на стороне.
Сравнение технологий
Сегодня существуют три распространенных технологии 3D-печати пластиком. При послойном наплавлении (FDM) нити термопластика выкладываются на рабочую поверхность, при стереолитографии (SLA) жидкая фотополимерная смола затвердевает под воздействием источника света, при селективном лазерном спекании (SLS) порошкообразный материал спекается лазером.
Каждая технология имеет свои преимущества и недостатки, поэтому каждая из них рекомендуется для различных приложений.
|
Послойное наплавление (FDM) |
Стереолитография (SLA) |
Селективное лазерное спекание (SLS) |
|
|
Плюсы |
Быстро |
Отличная цена |
Прочные функциональные детали |
|
Минусы |
Низкая точность |
Ограниченное пространство моделирования |
Дорогое оборудование |
|
Применения |
Дешевое быстрое прототипирование |
Функциональное прототипирование |
Функциональное прототипирование |
|
Цена |
Среднего класса настольные принтеры – от $2000, промышленные системы – от $20 000. |
Профессиональные настольные принтеры – от $2000, крупномасштабные промышленные системы – от $80 000. |
Промышленные принтеры – от $100 000. |
Процесс печати
Теперь, когда мы знаем теорию, на которой основана стереолитография, давайте рассмотрим процесс печати на настольном SLA-принтере.
Проект

Воспользуйтесь обычной CAD-программой для проектирования своей модели и экспортируйте результат в печатаемый 3D-формат. Фото: formlabs.com
Как и в случае с любым другим процессом 3D-печати, SLA начинается с трехмерного моделирования, математического представления трехмерной поверхности. Это можно сделать с помощью CAD-программы или на основе данных 3D-сканирования. Затем модель экспортируется в файл формата .STL или .OBJ, который понимает программа, занимающаяся подготовкой данных для 3D-принтера.
Подготовка

Подготовьте свою модель в программе для SLA 3D-принтера. Фото: formlabs.com
К каждому SLA-принтеру прилагается программа для установки параметров печати и нарезки цифровой модели на слои для печати. В настройках можно изменять ориентацию объекта, опорные структуры, толщину слоя и материал. Когда настройка завершена, программа отправляет на принтер инструкции по беспроводной связи или по кабелю.
Печать
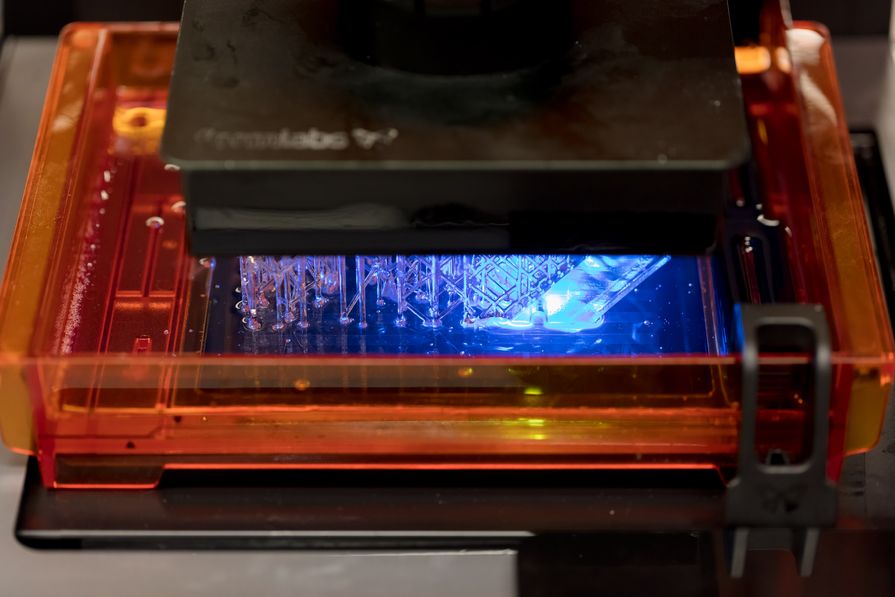
Процесс стереолитографической печати. Фото: formlabs.com
После быстрого подтверждения правильности настроек начинается процесс печати, и принтер до завершения работы можно предоставить самому себе. В принтерах с системой картриджей материал добавляется автоматически, в иных случаях и при больших объемах для этого может потребоваться вмешательство.
Очистка

Очистите распечатку изопропиловым спиртом (ИПС), чтобы удалить неотвержденный пластик. Фото: formlabs.com
Когда процесс печати завершен, рабочую платформу можно извлечь из принтера. Распечатку надо очистить изопропиловым спиртом (ИПС), чтобы удалить с поверхности неотвержденный пластик.
Закалка

Подвергните деталь доотверждению для улучшения качества материала. Фото: formlabs.com
Объекты, напечатанные функциональным пластиком, требуют доотверждения в ультрафиолетовой камере, чтобы завершить процесс полимеризации и стабилизировать механические свойства.
Доводка

Обрежьте подпорки и зачистите поверхность. Фото: formlabs.com
После просушки и закалки опорные структуры легко обрезаются, после чего поверхность нужно зачистить. Напечатанные по технологии SLA детали, если нужно, легко поддаются дальнейшей обработке, в том числе механической, их можно также загрунтовать, покрасить или задействовать в сборных конструкциях.
